
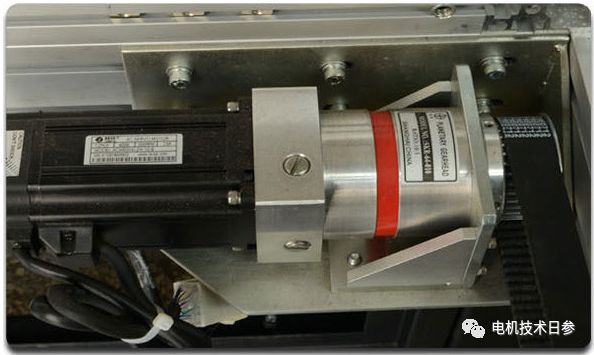
随一个专业团队参观某企业,正巧一个大胡子老外在电机试验现场验收电机,听陪同的翻译讲"盘起来怎么这么涩?"女士参习惯性盘了下电机,着实有些不灵活。旁边的试验人员又讲,老外一台台的统计每台电机的停机时间,要求时间基本一致。

现场跟踪技术人员小L讲,为解决电机断电停转时间不一致问题,他自己现场逐台手盘电机,试图凭手感知玄机。经整整一上午,初步判定可能与机座加工有关。抽出转子后,将定子在立式车床上固定牢靠检测机座止口跳动。果然如此,水平、垂直两方向不一致,应该是应力释放后引起的变形。

伺服主轴电机198机座交流异步数控车床铣床加工中心使用7.5KW11KW
¥3620
领10元券
[xss_clean][xss_clean]
机座机加工过程中的常见问题
装配整机手盘转子卡涩的情况除装配过程的不适宜外,由于机加工后,机座止口、内圆的变形是生产中经常发生的质量问题。产生原因大致归纳为:
●装夹不当、夹持力过大。
●定位底盘止口接触面不干净、底盘配合止口过松。
●精加工前未适当放松夹持力,粗精车不分。
●机加工前,铸件或焊件内应力未充分释放。
●铸件材料不合格。如铁中含有的游离石墨过多,机座强度、刚度降低,容易产生变形。
●机座刚度差。如设计时未考虑装夹切削过程中机座所受应力远大于正常运行,所设计机座过于薄弱,容易变形。
●主轴变形、导轨磨损等引起的机床本身的误差和测量温度的影响。
●端面不平整或机座放置时垫有铁屑,或机座未压紧,会导致机座加工后马蹄或机座止口与内膛的不同心。
如何改进机座质量水平
电机机座、端盖各止口配合面符合设计要求的精准度,决定了电机的质量水平和档次,外在表象就是电机轴转动的灵活程度。如果电机轴卡涩,无疑与机座或端盖有关。
●端盖加工
一次装夹即可完成各结构尺寸的加工,容易满足设计要求的精度。

●机座加工
通常分两个步骤:第一,找正机座坯件的外圆和两端,加工第一段端止口;第二,以第一段端止口和端面定位,加工另一端止口。两端止口与内膛的同轴度、机座止口端面与机座中心的垂直度是机座车削加工过程最难保证且必须保证的位置公差。

可见电机各类机械缺陷的解决,关键在确保机座的加工质量水准。应针对机座加工特点和关键尺寸参数采取以下措施:
●制定严格工艺规程,粗车工序夹持力要足够大,精加工夹持力要适当。
●焊接机座、铸钢机座和高强度铸铁机座应进行消除内应力的退火处理,普通铸铁机座铸成后要放置适当时间,即自然失效。
●变形限制要求很严的工件,必须粗加工后进行消除内应力退火,才能进行精加工。
●适当增加壁厚、添置加强筋或改用强度大刚性较好的材料。
●定期维修机床,采取消除测量温度影响的措施。
以上非官方发布内容,仅代表个人观点。
